联系人:曹经理
手 机:13585090907
电 话:0510-83391329
传 真:0510-83392990
微信/QQ:85449669
邮 箱:wxhdqd@126.com
网 址:www.hdqd.com
地 址:江苏省无锡市惠山区前洲工业园鑫园路5号
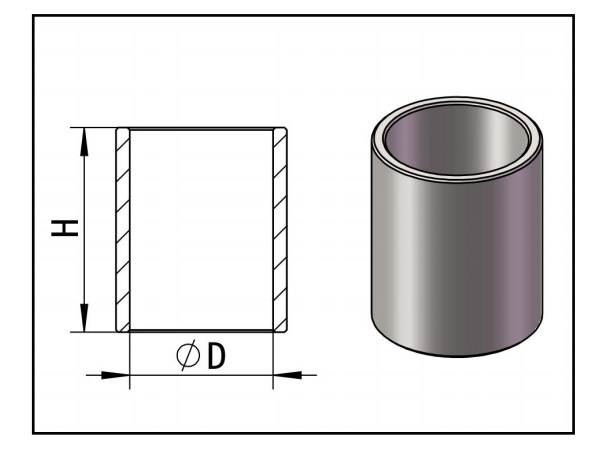
模具氮气弹簧损坏该怎么修复呢
国产模具氮气弹簧往往损坏的原因是什么导致而造成的呢 ,在恶劣的运行条件下产生恶性循环,导致氮气弹簧的严重烧损,因此在这方面我们做出了相应的措施解决方法,下面为大家介绍一下。
将前、后国产模具氮气弹簧安装到工作位置,按氮气弹簧厂孔配磨一长400mm的圆柱芯轴(直径为55mm),其配磨程度以转动自如为准。在芯轴上薄薄涂一层红丹油,将芯轴穿入氮气弹簧,适当调整前、后氮气弹簧的松紧程度,转动芯轴,抽出芯轴轻刮划点。此项工作须反复进行以达到在前、后氮气弹簧内表面的3条矩形带接触中显点均匀密集为止,然后磨制一根直径比该芯轴小0.02mm长400mm的铸铁研磨棒,涂以W5氧化铬研磨膏对前、后氮气弹簧同时进行研磨,随时收紧前、后氮气弹簧并注意清chu氮气弹簧端部多余的研磨剂。经过研磨,使氮气弹簧的接触面为完整的3条矩形接触带,之后拆下氮气弹簧座仔细清洗,使之不能有任何杂质。
将前、后国产模具氮气弹簧安装到位,按氮气弹簧孔配磨一长为350mm的圆柱芯轴,与氮气弹簧内孔的配合程度以刚度能穿入为宜。调整前、后氮气弹簧至芯轴转动困难时为止。在调整过程中,前、后氮气弹簧要交替进行,切不可先调紧其中的一个再调整另一个,按此芯轴直径小0.01mm尺寸精磨砂轮轴轴颈,抛光后即可组装。